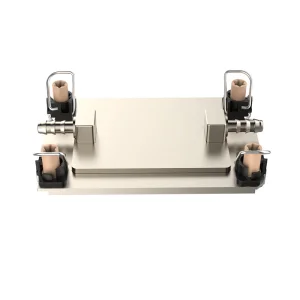
Optimized thermal components and micro-controller modules engineered to maintain peak UVC LED optical efficiency and system stability.



Nagoya, the capital of Aichi Prefecture, stands as Japan's powerhouse of heavy industry, advanced automotive engineering, and precision tooling. Home to Toyota Motor Corporation's headquarters and a vast ecosystem of Tier-1 aerospace and electronics manufacturers, the Nagoya market exhibits strict technical guidelines for sterilization and disinfection. As factories transition to Industry 4.0, integrated deep ultraviolet (UVC) disinfection technologies are moving from luxury additions to core utility protocols.
Specifically, the 270nm-280nm UVC spectrum has emerged as the target wavelength for local engineers. Compared to traditional mercury lamps, 3535 ceramic-packaged UVC LEDs offer unmatched integration flexibility for automotive HVAC systems, assembly line cleanroom cabinets, and precision water supply lines. Local regulations on chemicals and energy consumption are pushing companies to replace legacy lamps with solid-state light sources that contain no heavy metals, start up instantly, and last up to 10 times longer under continuous cycle operation.
Memvora Electronics integrates its decades-long footprint in high-reliability thermal management (including server copper heatsinks and industrial PCBA design) to support Nagoya's rigorous mechanical standards. Our 3535 UVC LEDs are built on high-thermal-conductivity Aluminum Nitride (AlN) ceramic substrates, ensuring that when deployed in automotive cabins or cleanroom enclosures, thermal degradation is minimized, maintaining optical output at high ambient temperatures.
Why 270nm-280nm represents the ideal balance between quantum yield and germicidal performance.
The germicidal effectiveness of ultraviolet radiation peaks between 260nm and 280nm, corresponding with the peak absorption of nucleic acids (DNA and RNA). While 265nm offers the absolute highest peak inactivation rate for most viruses and bacteria, LEDs operating at 270nm-280nm benefit from significantly higher External Quantum Efficiency (EQE) and wall-plug efficiency (WPE). Under continuous commercial operation, a 275nm LED will deliver up to 30% more optical power over its lifetime than a comparable 265nm diode, making it the most cost-effective and structurally durable wavelength for high-throughput sterilization systems.
However, running deep UV emitters presents unique materials science challenges. The high photon energy of UVC light accelerates the degradation of standard epoxy encapsulation. To counteract this, Memvora's 3535 UVC LED series utilizes a hermetically sealed quartz glass lens paired with an inorganic, gold-plated copper base plate or pure Aluminum Nitride ceramic substrate. This material stack ensures that UV light transmission remains above 90% throughout the component's life cycle while completely eliminating lens yellowing or micro-cracking.
Industrial UVC execution relies on the synergy of optical efficiency, precise driving electronics, and structural thermal management.
A common pitfall in deploying high-power 3535 UVC LEDs is neglecting the thermal dissipation profile. Unlike visible LEDs, where up to 50% of electrical energy is converted to light, UVC LEDs convert roughly 95% of incoming power into heat. If this heat is not extracted immediately from the diode junction, the light output drops dramatically, and the device life decays. Therefore, Memvora provides complete sub-assembly packages, matching high-power UVC arrays with custom-engineered copper heatsinks and active heat pipes.
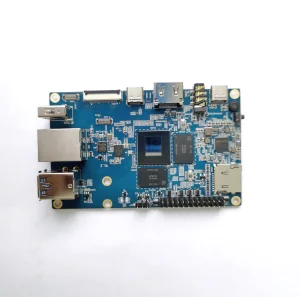
Additionally, our SMT PCBA manufacturing lines specialize in creating dedicated constant-current driver boards. These drivers utilize temperature sensor feedbacks to dynamically scale current, preventing thermal runaway and extending standard operational lifetime to over 20,000 hours. Our expertise in industrial motherboards, control circuitry, and high-frequency thermal dissipation ensures that when you integrate our UVC LEDs, you are receiving a fully vetted, optimized thermal-electrical solution.
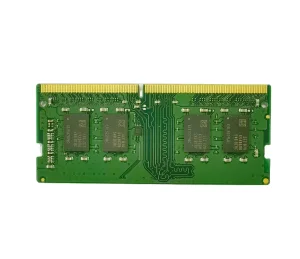
For applications such as ballast water treatment or large-scale municipal air ducts, we configure multi-emitter arrays. These arrays require high-performance memory modules and microprocessor units at the central hub to catalog operational hours, log fault states, and communicate via Industrial Ethernet. Memvora’s multi-product line (including server DRAM and specialized controller boards) serves to support these complex hardware platforms from the ground up, guaranteeing seamless compatibility.
Utilizing state-of-the-art SMT machinery and automated optical testing to ensure consistency at scale.
Memvora Electronics operates a highly optimized manufacturing hub in China, structured to meet the high volume demands of global distributors while satisfying the extreme quality parameters of Japanese industrial buyers. Our facility uses fully automated ASM die-bonding and wire-bonding machines, coupled with automated optical inspection (AOI) lines. By streamlining every phase of high-speed SMT assembly, we maintain a yield rate exceeding 99.98% across all UVC LED component batches.
Our supply chain robustness is backed by strategic raw material reserves. We maintain direct partnerships with leading AlN wafer growers and domestic sapphire substrate fabricators, neutralizing potential market disruptions. Through comprehensive quality checkpoints, including 100% burn-in testing for 72 hours, high-temperature aging chambers, and precise spectroradiometric wavelength mapping, we guarantee that each 3535 UVC LED dispatched to Nagoya matches the requested bin classification.
Meeting JIS standards and local environmental certifications for seamless integration into Japanese industrial ecosystems.
Entering the Japanese business sector requires strict alignment with safety regulations, verification metrics, and clear reporting processes. Our 270nm-280nm 3535 UVC LEDs are compliant with RoHS and REACH directives, containing no heavy metals or mercury, a critical prerequisite for municipal water and indoor air purification systems. Furthermore, our complete integrated modules can be certified to meet PSE (Product Safety Electrical Appliance & Material) criteria when integrated with the appropriate power supply and casing.
We provide comprehensive testing data packages to Japanese engineering teams, detailing spectrum distributions, thermal resistance models, and lifetime projections (L70/L90). To support Nagoya-based machinery and device builders, we offer quick-turn customs clearance and door-to-door delivery options via major logistics routes connecting Nagoya Port and Centrair International Airport, minimizing lead times and allowing smooth integration with local inventory systems.
Key parameters procurement teams must evaluate when ordering deep ultraviolet components.
When sourcing UVC light sources for high-reliability systems, looking at price-per-unit alone can lead to premature field failures. Industrial procurement teams should prioritize the following parameters:
Memvora provides detailed data sheets and testing profiles for every batch, offering full transparency to engineering and quality assurance departments worldwide.
Direct technical responses concerning UVC LED performance, thermal requirements, and durability parameters.
Additional high-end components designed to support cooling, control, and computing tasks for industrial equipment deployed in the Nagoya territory.







Founded in 2017, Memvora Electronics Technology Co., Ltd. is a professional manufacturer specializing in high-performance DDR5 memory modules, alongside high-reliability industrial hardware, dedicated to delivering reliable thermal and electronic solutions for consumer, industrial, enterprise, and embedded applications worldwide. With a modern manufacturing facility covering 386㎡, we combine advanced production equipment, strict quality management, and experienced engineering expertise to provide stable, high-speed memory and integrated driver products for global OEM and ODM partners.
Since entering the international market, Memvora has accumulated 7 years of export experience, serving customers across North America, Europe, Southeast Asia, the Middle East, and South America. Our annual export revenue exceeds US$18.6 million, supported by a strong global supply chain and long-term partnerships with more than 1,280 component suppliers and business partners.
With 14 years of industry experience, our team continuously invests in technology innovation and product development. Our R&D department consists of 126 professional engineers who focus on developing next-generation memory and power integration solutions with higher stability, lower latency, and enhanced reliability. Last year alone, we successfully launched 86 new hardware and optical components to meet the evolving needs of industrial automation, smart ventilation, and enterprise computing systems.
Quality is the foundation of everything we do. Every product undergoes 100% functional testing, burn-in testing, compatibility testing, signal integrity testing, and aging tests before shipment. Our dedicated quality control team of 42 inspectors ensures every memory module and electronic assembly meets rigorous international quality standards and delivers long-term stable performance.
Memvora provides flexible OEM, ODM, private label, custom capacity, PCB color, heat spreader design, firmware optimization, and packaging customization services to meet different market requirements. Backed by a responsive engineering team and efficient production management, we help customers shorten development cycles and accelerate product launches.
Today, Memvora serves a diverse customer base including memory brands, computer manufacturers, industrial equipment suppliers, system integrators, distributors, wholesalers, and e-commerce retailers. Through continuous innovation, reliable quality, and customer-focused service, we are committed to becoming a trusted global partner for advanced DDR5 memory manufacturing and customized DRAM/SMT solutions.





