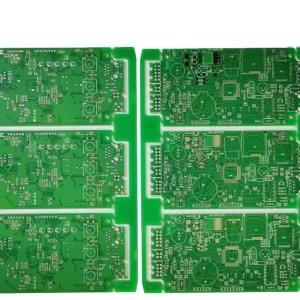
In the rapidly evolving world of electronics manufacturing, structural reliability is paramount. Micro-electronics, ranging from high-density interconnect (HDI) PCBs to advanced enterprise DDR5 storage layouts and specialized motherboards, operate in increasingly extreme environments. Traditional thick conformal coatings (such as acrylics, polyurethanes, and silicones) often fall short due to mechanical stress, thermal insulation issues, and processing bottlenecks. This is where nano coating technology becomes critical.
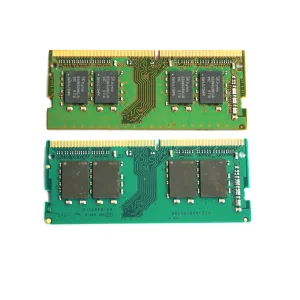
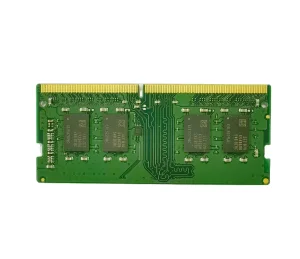
Utilizing vapor-phase deposition or chemical liquid-state immersion, nano coating applies an ultra-thin barrier (typically between 10nm and 2μm) across all surfaces of electronic assemblies. These coatings feature exceptional hydrophobic, oleophobic, and anti-corrosion behaviors without altering component clearance, signal impedance, thermal dissipation profiles, or electrical contact capability. From high-speed interfaces like DDR4 and DDR5 RAM to rugged industrial Motherboards, nano coatings provide unmatched environmental isolation.
Exhibits high contact angles (>110°), forcing water and condensation to immediately bead and roll off critical circuitry without shorting components.
Blocks sulfurous gases, chlorine, and salt fog, preventing atmospheric corrosion and metal-migration in harsh coastal or heavy-industrial climates.
At sub-micron thickness, the thermal resistance is virtually zero. Unlike heavy potting, it allows chips and heat sinks to dissipate heat natively.
Founded in 2017, Memvora Electronics Technology Co., Ltd. is a professional manufacturer specializing in high-performance DDR5 memory modules, dedicated to delivering reliable memory solutions for consumer, industrial, enterprise, and embedded applications worldwide. With a modern manufacturing facility covering 386㎡, we combine advanced production equipment, strict quality management, and experienced engineering expertise to provide stable, high-speed memory products for global OEM and ODM partners.
Since entering the international market, Memvora has accumulated vast export experience, serving customers across North America, Europe, Southeast Asia, the Middle East, and South America. With 14 years of industry experience, our team continuously invests in technology innovation and product development. Our R&D department consists of 126 professional engineers who focus on developing next-generation DDR5 memory solutions with higher speed, lower latency, and enhanced reliability. Last year alone, we successfully launched 86 new memory products to meet the evolving needs of gaming, AI computing, industrial automation, and enterprise servers.
Quality is the foundation of everything we do. Every product undergoes 100% functional testing, burn-in testing, compatibility testing, signal integrity testing, and aging tests before shipment. Our dedicated quality control team of 42 inspectors ensures every memory module meets rigorous international quality standards and delivers long-term stable performance.
Memvora provides flexible OEM, ODM, private label, custom capacity, PCB color, heat spreader design, firmware optimization, and packaging customization services. By utilizing advanced inline conformal and nano coating treatments, we elevate our computing hardware to handle extreme operating parameters, catering to memory brands, computer manufacturers, industrial equipment suppliers, system integrators, distributors, wholesalers, and e-commerce retailers globally.




Industries worldwide are shifting away from traditional mechanical enclosures to board-level protection. According to market research, the global electronics nano-conformal coating market is experiencing a compound annual growth rate (CAGR) of over 11.4%, driven by the demands of aerospace electronics, telecom infrastructure, and electric vehicles (EVs). Modern IoT units deployed in Smart Cities, marine offshore rigs, and automated manufacturing facilities require active protection against particulate matter (PM2.5), salt fog, humidity, and volatile chemicals.
Currently, advanced electronics factories rely on three primary coating architectures: Fluoropolymer Liquid Conformal Coatings, Parylene Vapor Deposition, and Plasma-Enhanced Chemical Vapor Deposition (PECVD). Each of these systems delivers distinct protective benefits, as detailed in our tech matrix below:
Applied via precision dipping or selective spraying. It offers high hydrophobicity, excellent reworkability for diagnostic repair, and cost-effective high-volume output. Ideal for high-end consumer motherboards and commercial memory systems.
A vacuum-based polymerization process. Parylene (C, D, or N) wraps components in a pinhole-free, completely uniform dielectric barrier. It is highly valued for medical implants, aerospace computing boards, and military-grade PCBs.
Gaseous monomers are ionized in a vacuum plasma chamber, binding directly to the molecular structure of the substrate. This yields highly durable chemical resistance and oil-repellent properties, commonly used in marine electronics.
Protecting electronics with nano coating must be tailored to the localized atmospheric challenges where the devices are deployed. Different geographic regions and industrial applications exhibit unique stress parameters that demand targeted protective engineering.
Coastal computing stations, marine telemetry buoys, and vessel navigation systems face continuous exposure to high sodium-chloride air. Without treatment, standard copper traces corrode within months. A specialized PECVD nano coating on the PCB ensures indefinite survival against salt fog.
Mining rigs, agricultural automated tractors, and processing control units are subject to fine, conductive dust. Nano coatings establish an ultra-thin barrier that prevents dust particles from bridging circuit paths, eliminating short-circuits without altering heat dissipation.
Modern data centers increasingly utilize single-phase or two-phase liquid immersion cooling to handle high-density AI computing. Nano-scale conformal barriers protect active surface components (like resistor arrays and capacitors) from dielectric fluid absorption over long-term operation.
Sensors, ADAS control units, and powertrain management boards operate under high thermal cycles and chemical exposures (transmission fluids, engine oils, road salt). Sub-micron fluoropolymer coatings prevent fluid intrusion, maintaining signal integrity at extreme temperatures.
As semiconductor nodes shrink and component density grows, the tolerances for coating thicknesses decrease. Our advanced engineering department at Memvora regularly maps out the evolution of nano-conformal coatings to ensure that current product designs remain reliable for future hardware architectures.
Transitioning to ALD processes to apply pinhole-free inorganic barriers at thicknesses below 50 nanometers. This provides complete hermetic protection for multi-chip modules and advanced DDR5 architectures.
Developing coatings embedded with micro-capsules containing hydrophobic liquid polymers. When micro-fractures occur due to mechanical vibration or thermal stress, the capsules rupture to reseal the circuit board surface automatically.
Phasing out solvent-based carrier solutions in favor of solvent-free, UV-cured fluorinated oligomers. This reduces VOC emissions to zero, aligning production with strict environmental initiatives worldwide.
As a leading hub for advanced electronics, China’s industrial ecosystem offers unmatched advantages for OEM/ODM partners seeking high-performance nano-coated hardware. The centralization of supply chains in regions like Guangdong allows factories like Memvora to integrate PCB fabrication, SMT assembly, inline plasma treatment, and vacuum nano-coating into a single continuous pipeline.
This complete vertical integration results in significantly shorter lead times. Rather than transporting assembled PCBs to third-party facilities for coating, our integrated automated lines execute plasma preparation and coating deposition immediately after automated optical inspection (AOI). This minimizes handling contamination and optimizes throughput. Additionally, direct access to domestic chemical raw materials and deposition tooling keeps capital expenditures low, passing significant cost savings to our international buyers.
Sourcing, assembly, and coating under one roof reduces average project lead times by 35% compared to multi-regional supply chain structures.
Every board undergoes automated UV inspection post-coating to ensure 100% uniformity across complex 3D chip architectures.
High-speed production capacity handles everything from prototype batches for specialized defense networks to high-volume commercial consumer electronics.
Selling internationally requires adherence to strict local compliance frameworks. Memvora guarantees that all nano-coated electronics satisfy global environmental and safety standards. Our engineering team assists clients with custom compliance profiling, ensuring hassle-free market entry.
We conform to rigorous international certifications to verify the durability and safety of our coatings:

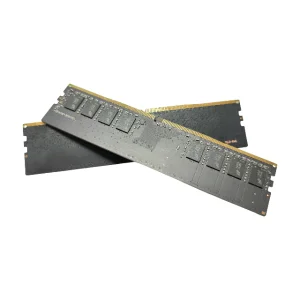
Desktop RAM DDR4 16GB 3200MHz Server RAM DDR4 4GB 8GB 16GB 32GB Memory Module

RAM DDR4 4GB 8GB 16GB 32GB Server Memory RAM 1600MHz 2666mHz 2400MHz 3200MHz Memory Kit

Hot Selling Heat Sink 320W LGA4189-N96 4U 6U Heat Pipe Heat Sink Suitable for Server Processors

Wholesale DDR4 Notebook Memory Module RAM 4GB 8GB 1600MHz 2666mHz 2400MHz 3200MHz

Ram DDR4 8GB Laptop Memory Module Ram DDR4 2133 2400 2666 MHz Memory Module DDR4 Ram

China PCB Manufacturing PCBA Prototype Cheap Price LED Chip Bulb SMD Light Beads Circuit PCB

Computer Motherboard LGA1700 Processor H610 Chipset 2 DDR464GBPCI for H610 Computer Motherboard