Explore our foundational range of multilayer circuit boards, thermal solutions, and computer memory modules engineered to global performance and compatibility standards.




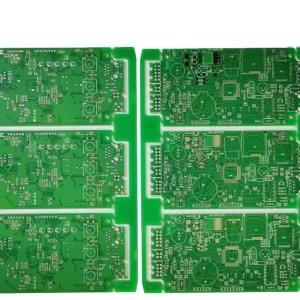
As digital infrastructures scale and high-speed data transmission becomes the standard, standard double-sided PCBs are no longer sufficient. Modern electronics require high density, low latency, and robust signal integrity. Custom Multilayer Printed Circuit Boards (PCBs) act as the foundational canvas for high-performance hardware, routing signals through complex vertical architectures that contain anywhere from 4 to over 32 layers.
By stacking substrate materials, copper foils, prepreg, and cores, manufacturers achieve the micro-routing structures necessary for components like DDR5 memory chips, high-speed microprocessors, and sophisticated industrial controllers. The transition from double-sided boards to 4-layer and higher configurations allows engineers to incorporate dedicated ground and power planes. This configuration minimizes electromagnetic interference (EMI), reduces crosstalk, and ensures stable power delivery networks (PDN) across the entire circuit board.
For global OEMs, sourcing these high-performance substrates requires working with manufacturers that combine deep raw material knowledge (such as KB6160 FR-4 or high-frequency Rogers laminates) with precise fabrication methods. As systems operate at higher frequencies, issues like impedance mismatch, signal attenuation, and thermal loading require precise manufacturing tolerances. This makes professional OEM PCB partners essential for modern enterprise electronics.
An analysis of current macro-trends, technical demands, and sourcing models driving the adoption of high-layer-count printed circuits globally.
The global rollout of 5G, combined with edge computing and IoT, has driven the demand for high-frequency low-loss multilayer PCBs. Signal attenuation must be mitigated using low-loss dielectrics (low Dk/Df values) and smooth copper foils. This ensures that multi-gigabit data streams flow without transmission errors.
Modern electric vehicles (EVs) operate as mobile data centers. From advanced driver assistance systems (ADAS) to battery management systems (BMS), high-voltage, high-density multilayer PCBs are required to withstand harsh thermal environments while delivering failure-free operations over long life cycles.
AI workloads require high memory bandwidth and rapid computing cycles. Memory interfaces like DDR4 and DDR5 demand tight impedance control, short trace-length matching, and high layer counts to route thousands of signal nets across motherboards and CPU daughtercards.
Global procurement teams no longer select PCB suppliers based on price alone. Total Cost of Ownership (TCO) models now prioritize supply chain resilience, engineering input during the Design for Manufacturing (DFM) phase, compliance with international standards (such as IPC-A-600 Class 3, UL 94V-0, and RoHS), and the manufacturer's ability to scale production.
To reduce risk, buyers look for manufacturers that maintain strong relationships with raw material suppliers. Using standardized high-performance laminates, such as KB6160 FR-4, ensures material consistency and stable lead times even during global supply chain challenges. Additionally, working with partners who can provide both raw PCBs and full PCB assembly (PCBA) simplifies logistics and clarifies quality ownership.
How modern production methods, automated optical inspection, and lean logistics protect your project timelines and deliver reliable quality.
Modern electronic manufacturing services (EMS) in China have transitioned from labor-intensive assembly to advanced Factory 4.0 automation. High-precision machinery, automated material handling, and real-time process monitoring allow facilities to produce complex multilayer layouts with minimal human error. This level of automation is essential for maintaining layer registration accuracy across high-layer-count boards, where misalignments of just a few microns can cause open or short circuits.
By integrating automated optical inspection (AOI), online X-ray lamination analysis, and flying probe testers directly into the assembly line, quality anomalies are detected and corrected immediately. This approach keeps defect rates to a minimum. Furthermore, managing the procurement of sub-components—such as active microchips, passive capacitors, memory chips, and custom cooling systems—within a single manufacturing ecosystem reduces lead times and lowers shipping costs.
Designing a high-performance multilayer circuit board requires a deep understanding of layer stack-ups, material behaviors under thermal stress, and high-frequency signal characteristics. Below is an engineering guide to key design parameters:
For high-frequency lines, such as differential pairs in DDR4/DDR5 routing or PCIe lanes, maintaining controlled impedance is critical. Designers specify trace widths, trace spacing, and dielectric heights relative to adjacent ground reference planes. Manufacturers use Time Domain Reflectometry (TDR) testing to verify that impedance tolerances stay within +/- 5% or +/- 10% of design specifications, minimizing signal reflections and jitter.
The choice of base laminate directly impacts electrical performance and thermal stability. While standard FR-4 is suitable for many general applications, high-power or high-frequency designs require specialized materials. Substrates like KB6160 FR-4 provide a balanced combination of high glass transition temperature (Tg), low thermal expansion, and excellent insulation resistance. For RF or microwave systems, PTFE-based materials (like Rogers or Taconic) are selected for their low dielectric loss.
| Laminate Type | Glass Transition Temp (Tg) | Dielectric Constant (Dk) | Dissipation Factor (Df) | Typical Applications |
|---|---|---|---|---|
| Standard FR-4 | 130°C - 140°C | 4.2 - 4.7 | 0.020 | Consumer Electronics, Toys |
| High-Tg FR-4 (KB6160) | 170°C - 180°C | 4.1 - 4.5 | 0.015 | Industrial Control, Motherboards, Server Hardware |
| Halogen-Free Materials | 150°C - 170°C | 3.8 - 4.3 | 0.012 | Green Initiatives, Mobile Phones, Eco-friendly Tech |
| High-Frequency (Rogers/Teflon) | 200°C+ | 2.2 - 3.5 | 0.001 - 0.003 | Radar, Aerospace, 5G Infrastructure, RF Systems |
In high-density designs, routing space is limited. Traditional through-hole vias consume routing channels on all layers, even if the connection is only between layer 2 and layer 3. Blind vias (connecting an outer layer to an inner layer) and buried vias (connecting inner layers only) free up routing channels. Laser-drilled microvias are used in HDI designs to route high-pin-count Ball Grid Arrays (BGAs) safely and efficiently.
The surface finish protects exposed copper areas from oxidation and provides a flat surface for soldering. While Hot Air Solder Leveling (HASL) lead-free is cost-effective, flatter finishes like Electroless Nickel Immersion Gold (ENIG) or Electroless Nickel Electroless Palladium Immersion Gold (ENEPIG) are preferred for fine-pitch components. ENEPIG provides excellent solder joint strength and works well for wire bonding in high-reliability aerospace and industrial control units.
A look at how custom multilayer PCBs and high-speed memory architectures support critical technology sectors.
From high-performance DDR4 and DDR5 memory modules to dual-socket server motherboards, complex layouts demand clean electrical paths. Signal lines must match length within tight tolerances to prevent timing skew, and power planes must deliver stable voltage with minimal noise under shifting workloads.
Industrial applications—such as PLC modules, robotic control units, and custom development boards (like the Raspberry Pi system ecosystem)—require stable operation in harsh conditions. High-Tg substrates, thick copper cladding, and protective conformal coatings shield these electronics from heat, dust, and electrical noise.
Precision devices, such as industrial metal detectors and medical imaging equipment, rely on high-gain signal processing. These systems use dedicated analog shielding layers within the multilayer stack-up to isolate delicate sensing signals from high-frequency digital noise.
High-speed processing generates heat that must be dissipated to maintain reliability. Designers address this at both the board and system levels. Thermal vias conduct heat away from hot surface-mount devices (SMDs) to internal copper ground planes, which distribute the heat across the board.
For high-power processors, custom cooling solutions—such as 2U copper heat sinks, heat pipes, and cooling fans—are integrated directly into the chassis. Coordinating the electrical, PCB layout, and mechanical cooling designs ensures that high-power systems remain stable under heavy computing loads.
Founded in 2017, Memvora Electronics Technology Co., Ltd. is a professional manufacturer specializing in high-performance DDR5 memory modules, dedicated to delivering reliable memory solutions for consumer, industrial, enterprise, and embedded applications worldwide. With a modern manufacturing facility covering 386㎡, we combine advanced production equipment, strict quality management, and experienced engineering expertise to provide stable, high-speed memory products for global OEM and ODM partners.
Since entering the international market, Memvora has accumulated 7 years of export experience, serving customers across North America, Europe, Southeast Asia, the Middle East, and South America. Our annual export revenue exceeds US$18.6 million, supported by a strong global supply chain and long-term partnerships with more than 1,280 component suppliers and business partners.
With 14 years of industry experience, our team continuously invests in technology innovation and product development. Our R&D department consists of 126 professional engineers who focus on developing next-generation DDR5 memory solutions with higher speed, lower latency, and enhanced reliability. Last year alone, we successfully launched 86 new memory products to meet the evolving needs of gaming, AI computing, industrial automation, and enterprise servers.
Quality is the foundation of everything we do. Every product undergoes 100% functional testing, burn-in testing, compatibility testing, signal integrity testing, and aging tests before shipment. Our dedicated quality control team of 42 inspectors ensures every memory module meets rigorous international quality standards and delivers long-term stable performance.
Memvora provides flexible OEM, ODM, private label, custom capacity, PCB color, heat spreader design, firmware optimization, and packaging customization services to meet different market requirements. Backed by a responsive engineering team and efficient production management, we help customers shorten development cycles and accelerate product launches.
Today, Memvora serves a diverse customer base including memory brands, computer manufacturers, industrial equipment suppliers, system integrators, distributors, wholesalers, and e-commerce retailers. Through continuous innovation, reliable quality, and customer-focused service, we are committed to becoming a trusted global partner for advanced DDR5 memory manufacturing and customized DRAM solutions.




Browse through technical questions answered by our engineering and quality assurance departments.
Explore our selection of computer memory components, processor heatsinks, and industrial PCBA options for your next project.