Modern gaming consoles have evolved beyond simple dedicated microprocessors. Today, they represent the pinnacle of high-density computing, combining ultra-fast System-on-Chips (SoCs), highly optimized memory architectures, complex multilayered PCBs, and cutting-edge thermal management systems. For global brands looking to dominate the gaming market, partnering with an expert ODM/OEM manufacturer in China is not merely about cost reduction—it is a strategic decision to leverage localized ecosystem intelligence, rapid prototyping, and sophisticated component sourcing.
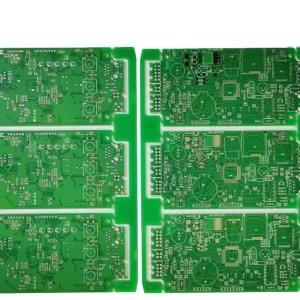
At the center of any modern gaming system is the Printed Circuit Board Assembly (PCBA) and the integrated Dynamic Random-Access Memory (DRAM) sub-systems. High-fidelity rendering, ultra-low latency inputs, and fast loading screens require direct memory architectures (like GDDR6, DDR5, or high-bandwidth DDR4 memory modules) configured for maximum throughput. Furthermore, thermal throttling is the main challenge to overcome when squeezing workstation-grade performance into compact console enclosures. This necessitates custom-engineered cooling assemblies, such as 6-tube copper heat sinks capable of dissipating up to 220W of thermal design power (TDP).
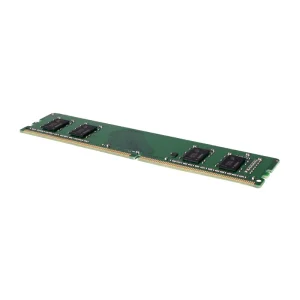
High-capacity DRAM modules running at frequencies from 2400MHz to 3200MHz and beyond are crucial to handle the asset stream of modern high-definition titles. Low latency and high signal integrity must be guaranteed via professional reflow soldering and comprehensive validation.
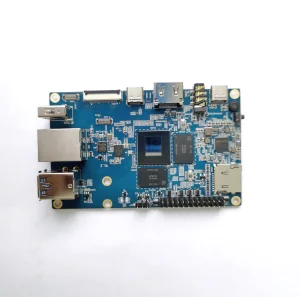
Leveraging high-end ARM platforms like the Rockchip RK3588S, equipped with dedicated Neural Processing Units (NPUs), provides hardware emulation capabilities and smart upscaling solutions for Android-based gaming ecosystems.
Modern gaming consoles output significant heat under heavy GPU loads. Incorporating custom copper/aluminum composite coolers and direct-contact copper heat pipes prevents clock-speed degradation and extends the lifespan of the silicon.
China is home to the most comprehensive electronics supply chain ecosystem in the world. The geographic proximity of silicon fabrication units, die packaging facilities, passive component suppliers, board-level laminators, and tooling workshops creates an environment where product development cycles can be compressed by months. In the console space, where time-to-market is critical due to fast-evolving graphic standards, this speed is a massive advantage.
Our manufacturing and assembly facilities leverage this ecosystem to secure reliable supply lanes for high-frequency capacitors, copper materials for heat sinks, and grade-A DRAM chips (Samsung, SK Hynix, and Micron). This cluster effect reduces logistic overheads to zero and eliminates the risk of component shortages. With an extensive supplier network of over 1,280 partners, we ensure that raw material sourcing, plastic injection molding, metal stamping, and PCB fabrication occur in a synchronized loop.
Unlike regional contract manufacturers, our production systems support fast tooling iterations. We can produce custom enclosure samples, test the airflow characteristics of high-speed active coolers, and assemble prototype multilayered PCBs with resin process and HASL lead-free finishes in less than two weeks.
Having exported high-performance electronics to North America, Europe, and the Middle East for over 7 years, we optimize custom clearing documentation, transit packaging (anti-static shielding and drop-tested master cartons), and shipping routes to secure the lowest landing costs for our international enterprise clients.
Our structural strength and manufacturing capability are proven by continuous year-on-year growth and long-term industry expertise in processing DRAM components, motherboards, and PCBA solutions.
Navigating global electronics compliance is the difference between market success and legal barriers. Gaming consoles are complex electronic appliances containing high-speed RF interfaces (Wi-Fi, Bluetooth), high-wattage power supplies, and delicate semiconductor components. They must satisfy a strict grid of requirements before customs clearance in premium consumer markets.
Our engineering processes strictly follow the following standards:
In addition, localization goes beyond the plug type. We provide custom UEFI/BIOS screen configurations, localized operating systems, and packaging designs. Our firmware engineering team assists partners in setting up localized recovery menus, parental control layers, and custom regional content delivery networks (CDNs) right out of the box.
While home entertainment remains a massive segment, modern high-performance console hardware is deployed across a range of commercial and industrial applications. Our modular approach to motherboard design, RAM integration, and thermal assemblies makes our platforms suitable for multiple industries:
High-reliability dual-channel server boards and 220W air-cooled cooling blocks are integrated into motion-based simulator chairs, commercial driving cabinets, and arcade stations operating 24/7 in amusement parks.
Compact Rockchip RK3588S boards running customized Android systems serve as processing cores for interactive retail kiosks, dynamic digital art installations, and real-time pathfinding displays in public spaces.
High-density dual-socket server platforms utilizing 16GB DDR4 ECC RAM and high-speed storage arrays are arranged in localized edge server closets to support low-latency cloud gaming streaming systems.
The gaming industry is undergoing rapid changes. The standard for entry-level performance has moved from 1080p to 4K resolution at 120Hz, requiring massive upgrades in bus speeds and memory bandwidth. The emergence of DDR5 DRAM, with its native dual 32-bit subchannels and On-Die ECC, is replacing DDR4 as the premium memory configuration. We are leading this transition, investing R&D resources into validating high-frequency DDR5 memory modules that can maintain stability during thermal shifts.
Furthermore, artificial intelligence is no longer restricted to cloud data centers. Localized NPUs (Neural Processing Units) built into SOCs are now responsible for real-time frame generation, neural super-sampling, and dynamic game engine optimization. Our development platforms, utilizing advanced SOC architectures, provide developer tools to integrate deep learning models directly into game software, providing a performance leap without extra power draw.
Finally, environmental regulations are pushing manufacturers toward circular economies. Sustainable practices, such as halogen-free laminates, recycled aluminum alloy heat sinks, and minimizing post-consumer plastic waste in console casings, are being implemented in our factory processes to help clients meet their corporate ESG goals.
For custom motherboard layouts, PCB design adjustments, or customized plastic tooling enclosures, the MOQ typically ranges between 1,000 to 3,000 units depending on the complexity of the project. Component configurations such as standard DDR4 RAM modules or CPU coolers can be supplied at lower quantities for trial batches.
We employ a multi-tier testing pipeline. Every memory module undergoes 100% functional testing, high-temperature burn-in testing, motherboard compatibility checks across dozens of target platforms, signal integrity measurements, and extended aging procedures. Our dedicated QC team of 42 inspectors maintains a zero-defect standard.
Yes. Our ARM-based development systems, such as the Rockchip RK3588S motherboard, natively support Android and Linux kernels. Our UEFI engineering team can adapt system boot loaders to initialize proprietary games launcher overlays or secure enterprise operating systems directly.
Initial hardware and enclosure design takes 3 to 4 weeks. Tooling creation and sample verification takes 30 to 45 days. Once mass production is approved, component procurement and final assembly ranges from 4 to 6 weeks, depending on component availability and production schedule queue.
Founded in 2017, Memvora Electronics Technology Co., Ltd. is a professional manufacturer specializing in high-performance DDR5 memory modules, dedicated to delivering reliable memory solutions for consumer, industrial, enterprise, and embedded applications worldwide. With a modern manufacturing facility covering 386㎡, we combine advanced production equipment, strict quality management, and experienced engineering expertise to provide stable, high-speed memory products for global OEM and ODM partners.
Since entering the international market, Memvora has accumulated 7 years of export experience, serving customers across North America, Europe, Southeast Asia, the Middle East, and South America. Our annual export revenue exceeds US$18.6 million, supported by a strong global supply chain and long-term partnerships with more than 1,280 component suppliers and business partners.
With 14 years of industry experience, our team continuously invests in technology innovation and product development. Our R&D department consists of 126 professional engineers who focus on developing next-generation DDR5 memory solutions with higher speed, lower latency, and enhanced reliability. Last year alone, we successfully launched 86 new memory products to meet the evolving needs of gaming, AI computing, industrial automation, and enterprise servers.
Quality is the foundation of everything we do. Every product undergoes 100% functional testing, burn-in testing, compatibility testing, signal integrity testing, and aging tests before shipment. Our dedicated quality control team of 42 inspectors ensures every memory module meets rigorous international quality standards and delivers long-term stable performance.
Memvora provides flexible OEM, ODM, private label, custom capacity, PCB color, heat spreader design, firmware optimization, and packaging customization services to meet different market requirements. Backed by a responsive engineering team and efficient production management, we help customers shorten development cycles and accelerate product launches.
Today, Memvora serves a diverse customer base including memory brands, computer manufacturers, industrial equipment suppliers, system integrators, distributors, wholesalers, and e-commerce retailers. Through continuous innovation, reliable quality, and customer-focused service, we are committed to becoming a trusted global partner for advanced DDR5 memory manufacturing and customized DRAM solutions.