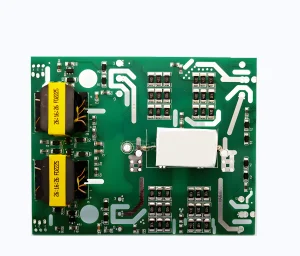
Optimized driver PCBs, processing logic, and heat extraction units engineered for cold-region water sterilization loops and automated aquaculture setups.
Addressing Norway’s specific environmental, municipal, and industrial regulations through robust UV semiconductor technology.
Norway is a global leader in aquaculture. Preventing pathogens such as Sea Lice, IPNV, and ISA virus in fish farm intake and recirculation loops requires high-power, reliable, flow-through UVC disinfection systems capable of running in harsh marine environments.
Municipal water treatment facilities across Oslo, Bergen, and Trondheim require strict compliance validation. Our solid-state UVC systems deliver mercury-free, ecologically clean sterilization that perfectly aligns with Norwegian Food Safety Authority regulations.
Unlike fluorescent mercury lamps, our solid-state UVC designs feature rapid startup cycles in sub-zero water temperatures, ensuring continuous disinfection efficiency in Arctic municipal supply networks and offshore maritime installations.
SEO Insight & Information Gain: While legacy mercury lamp vendors struggle with disposal logistics in Norway under WEEE directives, solid-state UVC LEDs offer a zero-hazard alternative, eliminating mercury-poisoning risks in municipal water infrastructure.
UVC LED packaging features high thermal density. To avoid rapid power degradation, custom-engineered copper heat sinks with high heat dissipation properties are critical to maintain junction temperatures under 60°C.
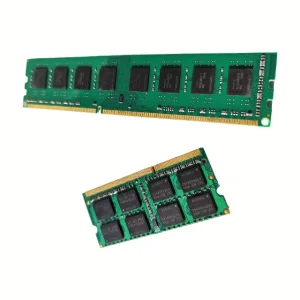
Additionally, modern automated municipal disinfection stations in Norway rely on high-stability PLC drivers and fast industrial memory buffers. Our industrial DDR4 modules and high-speed processors power the real-time telemetry systems that monitor UV transmittance, flow velocity, and water safety standards.
By coordinating the production of thermal dissipators, interface controller boards, and industrial memory units, we provide European system integrators with a complete, certified electrical-to-thermal component ecosystem.




Combining local engineering deployment in Norway with advanced production capabilities in China.
Our domestic manufacturing facility leverages high-speed automated SMT assembly lines, utilizing eutectic soldering and ceramic substrates to ensure maximum heat extraction and UV-resistant encapsulation.
Every industrial control board, high-frequency driver, and heat sink assembly undergoes a rigorous multi-step inspection framework, including thermal imaging, electrical load testing, and vibration simulation.
Through robust logistics networks, we ship directly to Oslo, Bergen, and Trondheim. Customs clearance documentation is optimized to streamline EU/EEA import requirements.
The manufacturing backbone of high-performance components, thermal assemblies, and industrial control electronics.
Year Founded
Professional R&D Engineers
Supply Chain Partners
Annual Export Volume
Founded in 2017, Memvora Electronics Technology Co., Ltd. is a professional manufacturer specializing in high-performance DDR5 memory modules, dedicated to delivering reliable memory solutions for consumer, industrial, enterprise, and embedded applications worldwide. With a modern manufacturing facility covering 386㎡, we combine advanced production equipment, strict quality management, and experienced engineering expertise to provide stable, high-speed memory products for global OEM and ODM partners.
Since entering the international market, Memvora has accumulated 7 years of export experience, serving customers across North America, Europe, Southeast Asia, the Middle East, and South America. Our annual export revenue exceeds US$18.6 million, supported by a strong global supply chain and long-term partnerships with more than 1,280 component suppliers and business partners.
With 14 years of industry experience, our team continuously invests in technology innovation and product development. Our R&D department consists of 126 professional engineers who focus on developing next-generation DDR5 memory solutions with higher speed, lower latency, and enhanced reliability. Last year alone, we successfully launched 86 new memory products to meet the evolving needs of gaming, AI computing, industrial automation, and enterprise servers.
Quality is the foundation of everything we do. Every product undergoes 100% functional testing, burn-in testing, compatibility testing, signal integrity testing, and aging tests before shipment. Our dedicated quality control team of 42 inspectors ensures every memory module meets rigorous international quality standards and delivers long-term stable performance.
Memvora provides flexible OEM, ODM, private label, custom capacity, PCB color, heat spreader design, firmware optimization, and packaging customization services to meet different market requirements. Backed by a responsive engineering team and efficient production management, we help customers shorten development cycles and accelerate product launches.
Explore our full line of industrial electronics, thermal regulators, and computing modules deployed across global monitoring stations and automated plants.
Technical guidance, sourcing advice, and regulatory compliance explanations for Nordic industrial buyers.