Reliable, industrial-grade computing assemblies engineered for uninterrupted edge-to-cloud data ingestion and telemetry processing.





In the era of Industrial Internet of Things (IIoT), Cloud-to-Edge telemetry, and real-time remote diagnostics, the performance of Remote Monitoring Solutions is heavily reliant on the silicon and electrical hardware powering the system nodes. From distributed sensor arrays to edge processing gateways, and up to enterprise-level server clusters, hardware stability determines the accuracy, latency, and uptime of monitored metrics.
Remote monitoring systems are designed to bridge physically isolated physical operations (like environmental monitoring, server temperatures, mechanical health, or power grids) to a centralized analytics dashboard. This requires three distinct layers of hardware infrastructure:
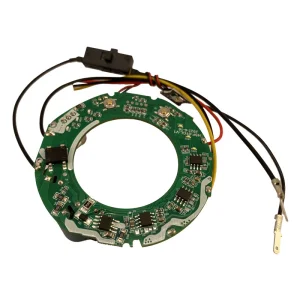
This layer relies on custom controllers, sensor arrays, and specialty printed circuit boards (like Aluminum PCBs and FR4 double-sided PCBs) that interface directly with machines. They translate physical variables into digital packets under harsh physical conditions.
Intermediary hardware stations gather telemetry from edge clusters. Equipped with motherboards such as the LGA1700 H610 or custom PCBA modules, and supported by high-speed DDR4 desktop/laptop RAM modules, these gateways perform critical data filtering, localized computing, and protocols transformation.
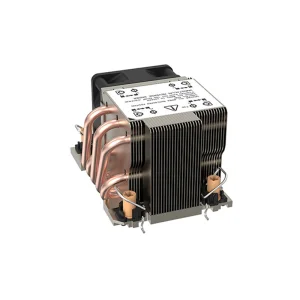
High-availability servers handle the cloud pipeline. Supported by specialized hardware like ECC Server Memory, LGA 4677 Server CPU Coolers, and Dual Channel Server Motherboards, they digest millions of requests per second, feeding real-time applications and machine-learning anomaly systems.
Why global OEMs, system integrators, and system distributors partner directly with Chinese hardware manufacturers like Memvora.
Chinese factories operate in close proximity to major semiconductor component hubs, raw copper materials, FR4 sheet processors, and silicon encapsulation facilities. This allows us to source sub-components instantly, lowering lead times and stabilizing wholesale pricing.
From altering PCB routing to withstand heavy magnetic interference, to burning custom BIOS configurations on motherboards, and developing tailored server heat sinks (e.g. 2U Server Coolers), China-based R&D teams possess unmatched flexibilities.
With advanced, fully automated Surface Mount Technology (SMT) assembly lines and computerized SPI (Solder Paste Inspection) / AOI (Automated Optical Inspection), factories maintain absolute precision while producing thousands of units daily.
Different industries require unique electronic tolerances and processing capabilities to support remote monitoring systems.
Edge servers require compact yet high-performance components to process telemetry on-site before transmitting metadata to the cloud. Components such as the LGA1700 Motherboard combined with high-speed DDR4 16GB RAM modules allow system integrators to deploy robust gateways inside wind turbine bases, smart grids, and transport hubs.
Industrial machinery monitors utilize customizable PCBA boards to coordinate motor speeds, thermal readings, and vibrational anomalies. With custom-developed blower circuit board PCBA modules and double-sided multi-layer PCBs, engineering departments receive highly reliable telemetry without signal degradation in environments with high heat and electromagnetic noise.
Modern storage nodes and server clusters must process infinite operational telemetry streams (CPU loads, IOPS, temperatures, fan speeds). Utilizing ECC Server RAM and high-power 300W LGA 4677 Server CPU Cooler Fans maintains system integrity. ECC memory corrects single-bit errors, preventing data corruption and avoiding system crashes at the hosting layer.
Outdoor display systems and environmental smart sensors rely on specialized substrates like Aluminum PCBs. With high heat dissipation efficiency, these substrates prevent thermal accumulation in power-heavy components, ensuring that remote diagnostic systems located in desert or high-exposure settings operate continuously without heat-induced structural failure.
Procurement heads and design directors sourcing remote monitoring hardware must prioritize three essential pillars to guarantee project stability and low Total Cost of Ownership (TCO):
High-speed signal pathways on motherboards and RAM modules are susceptible to crosstalk and electromagnetic interference (EMI). Global buyers require manufacturers who implement 100% rigorous validation routines. These include signal integrity testing, burn-in testing, compatibility tests on various CPU platforms, and accelerated thermal aging tests to detect early component failures before shipment.
Industrial remote monitoring installations operate for decades. System redesigns due to obsolete components cost companies millions. Manufacturers must offer long-term hardware support plans. By using standard chip architectures (like standard DDR4 DRAM layouts or durable KB6160 FR4 sheets), buyers are guaranteed consistent replenishment paths for maintenance cycles.
Global market penetration demands clean certifications. Leading hardware providers ensure their printed circuit boards, aluminum substrates, DRAM modules, and server cooler rigs comply with international standards like RoHS, CE, FCC, and REACH. This ensures that the hardware can be integrated into consumer products or industrial grids across North America, Europe, and Asia.
Founded in 2017, Memvora Electronics Technology Co., Ltd. is a professional manufacturer specializing in high-performance DDR5 memory modules, dedicated to delivering reliable memory solutions for consumer, industrial, enterprise, and embedded applications worldwide. With a modern manufacturing facility covering 386㎡, we combine advanced production equipment, strict quality management, and experienced engineering expertise to provide stable, high-speed memory products for global OEM and ODM partners.
Since entering the international market, Memvora has accumulated 7 years of export experience, serving customers across North America, Europe, Southeast Asia, the Middle East, and South America. Our annual export revenue exceeds US$18.6 million, supported by a strong global supply chain and long-term partnerships with more than 1,280 component suppliers and business partners.
With 14 years of industry experience, our team continuously invests in technology innovation and product development. Our R&D department consists of 126 professional engineers who focus on developing next-generation DDR5 memory solutions with higher speed, lower latency, and enhanced reliability. Last year alone, we successfully launched 86 new memory products to meet the evolving needs of gaming, AI computing, industrial automation, and enterprise servers.
Quality is the foundation of everything we do. Every product undergoes 100% functional testing, burn-in testing, compatibility testing, signal integrity testing, and aging tests before shipment. Our dedicated quality control team of 42 inspectors ensures every memory module meets rigorous international quality standards and delivers long-term stable performance.
Memvora provides flexible OEM, ODM, private label, custom capacity, PCB color, heat spreader design, firmware optimization, and packaging customization services to meet different market requirements. Backed by a responsive engineering team and efficient production management, we help customers shorten development cycles and accelerate product launches.
Today, Memvora serves a diverse customer base including memory brands, computer manufacturers, industrial equipment suppliers, system integrators, distributors, wholesalers, and e-commerce retailers. Through continuous innovation, reliable quality, and customer-focused service, we are committed to becoming a trusted global partner for advanced DDR5 memory manufacturing and customized DRAM solutions.




Get authoritative answers to the most common engineering and procurement questions regarding remote telemetry systems.
Browse our range of memory modules, motherboards, specialized PCBs, and server thermal management components.