High-performance memory architecture components ready for volume OEM/ODM deployments.






Resolving high-density processing constraints through structured modular scalability, optimized signal lines, and enterprise thermal balancing.
Maximizing virtual machine density and multi-tenant cloud operations requires robust DDR4 and DDR5 ECC RDIMMs. We focus on multi-channel configuration configurations that eliminate read/write signal delays and maintain operational uptime under complex computing conditions.
Processing sensor and data streams directly at localized stations demands ruggedized memory form-factors. Our systems are engineered to withstand shifting outdoor environments, maintaining integrity over extended industrial temperature matrices (-40°C to +85°C).
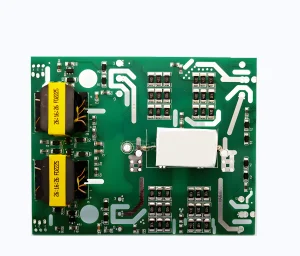
High-precision manufacturing setups require low latency control interfaces. We construct specialized custom capacity modules and industrial-grade motherboards with tailored BIOS profiles that remain rock-solid under high electromagnetic interference.
Founded in 2017, Memvora Electronics Technology Co., Ltd. leads in advanced memory module manufacturing and enterprise component solutions.
Headquartered in China's technology manufacturing corridor, Memvora Electronics Technology Co., Ltd. specializes in high-performance DDR5 and DDR4 memory modules. Operating within a high-efficiency 386㎡ modular customization facility, we specialize in high-mix, low-latency prototyping, custom motherboard revisions, and component level optimization. Our core R&D team consists of 126 professional engineers who continuously advance standard DRAM technologies, delivering 86 newly verified designs in the past calendar year.
From custom heat spreaders to specialized firmware adjustments, we serve computing businesses ranging from system integrators to high-performance enterprise data center groups.
With 7 years of dedicated export experience, our supply chain and manufacturing operations align directly with the logistics and technical expectations of buyers across North America, Europe, South America, and APAC. We work alongside more than 1,280 qualified component partners and raw wafer suppliers, ensuring consistent component sourcing even during global hardware shortages. This stable foundation allows us to maintain strict lead times and competitive volume pricing.
Our quality assurance department includes 42 certified quality inspectors. Using high-precision validation equipment, we enforce 100% burn-in, signal testing, and compatibility testing on every product batch before packaging and dispatch.




Tracking the industry shift from DDR4 to DDR5 platforms and maintaining memory continuity in legacy infrastructure.
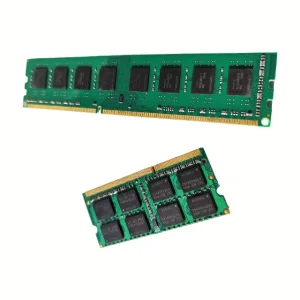
The commercial memory market is split into two primary focus areas. While enterprise servers and AI clusters require the high data rates of DDR5 (which features on-chip Power Management Integrated Circuits and dual-channel architectures), a vast number of industrial, medical, and legacy office platforms rely on the stability and cost-effectiveness of DDR4 and DDR3 ECC configurations.
As an established manufacturing partner, Memvora supports both requirements. We provide high-frequency DDR5 designs for new platforms, alongside consistent production runs of DDR4 and DDR3 configurations to support long-term enterprise lifecycles.
Unstable chip supplies present risks to system integrators and manufacturing plants. We address this vulnerability by maintaining multi-source supply lines and procuring memory wafers from tier-one wafer fabrication plants. Through our partnerships with major physical chip producers, we shield our clients from market price swings and supply chain disruptions.
This supply strategy guarantees that our motherboard components, memory chips, and custom processing kits remain consistently available for long-term customer projects.
Meeting international validation benchmarks and providing localized technical support.
Our complete line of memory modules, customized PCBs, and motherboard units are manufactured to comply with RoHS, CE, and FCC regulatory standards. We use lead-free assembly processes and materials that meet international environmental criteria.
We supply dedicated Field Application Engineering support to assist client development teams in Europe, North America, and South America. We resolve system-level BIOS incompatibilities, trace reflections, and thermal bottlenecks during the integration phase.
Our components undergo validation testing to ensure they are free from hardware security vulnerabilities. We track DRAM serialization across all manufacturing runs, ensuring reliable supply lines for industrial clients.
Adapting advanced memory topologies to meet specialized real-world application challenges.
Modern data centers run dynamic hypervisors that handle thousands of independent server requests simultaneously. When physical memory capacity is exhausted, the system shifts processing storage onto secondary SSD drives, creating major latency bottlenecks. By deploying Memvora's high-capacity DDR4 and DDR5 ECC modules, cloud hosting providers maintain virtual machine density and ensure stable data delivery speeds. Our modules feature advanced ECC error mitigation to prevent system downtime caused by single-bit memory faults.
Factory environments require consistent electronic stability. Industrial motherboards running control systems are exposed to continuous electrical noise, vibration, and temperature changes. Memvora designs custom PCBs with thicker ground planes, impedance-matched traces, and select filtering components to block electrical noise. Our H81M, B250, and H311 motherboards are built to maintain operational stability under constant load in automated processing applications.
How Memvora is preparing for next-generation computing speeds, CXL integration, and advanced system densities.
We are optimizing trace routing layouts to support upcoming high-frequency operations, minimizing crosstalk and trace reflections for next-generation motherboard chips.
We are developing Compute Express Link (CXL) memory expansion options, allowing servers to share dynamic memory resources over high-speed PCIe connections.
Our designs incorporate low-profile heat spreaders and specialized thermal interfaces to maintain safe component temperatures without increasing standard server slot widths.
Every memory module and motherboard undergoes multi-phase testing to ensure long-term reliability.
Components are operated under thermal stress to isolate and replace any parts susceptible to early failure.
We verify digital eye diagrams and signal lines to ensure data transmission remains stable across different memory speeds.
Every production batch is verified against a database of consumer, industrial, and server motherboards.
Modules designed for industrial use are tested in specialized chambers to confirm operational range from -40°C to +85°C.
Technical answers to key engineering, integration, and procurement questions.
High-durability motherboards, memory components, and cooling solutions for business environments.