High-reliability server motherboards, customizable memory modules, and specialized heat dissipation systems engineered for modern industrial environments.



Addressing the multi-layered thermal requirements of high-density AI nodes, hyper-converged servers, and enterprise data processing units.
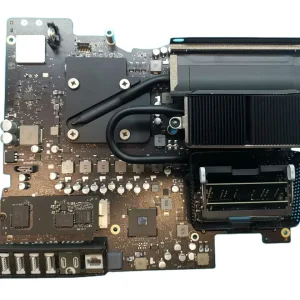
As server processors scale beyond 350W to 500W+ TDP, passive cooling is no longer viable. Active air cooling solutions, utilizing multi-heat-pipe copper blocks and vapor chambers, have become the standard bridge to high-efficiency liquid loops. Modern server architectures demand tailored metallic substrates and high-thermal-conductivity interfaces to avoid performance throttling under prolonged peak computational loads.
Global data center standards now dictate stringent Power Usage Effectiveness (PUE) targets. Industry managers must deploy thermal technologies that reduce auxiliary fan power and optimize airflow resistance. Implementing specialized heat-sink substrates and low-thermal-resistance PCBs directly influences energy consumption, enabling compliance with strict environmental directives in the EU, Americas, and Asia-Pacific markets.
The contemporary data center is transitioning from air-only to hybrid layouts. This integration requires versatile component design. High-power computing setups depend on advanced motherboards and multi-layer PCBs capable of enduring continuous exposure to thermal variations, demanding strict verification of signal integrity and mechanical stability across dynamic operational envelopes.
A certified leader in enterprise computing components, manufacturing robust DRAM, PCB, and thermal substrates for global partners.
Founded in 2017, Memvora Electronics Technology Co., Ltd. is a professional manufacturer specializing in high-performance DDR5 memory modules, dedicated to delivering reliable memory solutions for consumer, industrial, enterprise, and embedded applications worldwide. With a modern manufacturing facility covering 386㎡, we combine advanced production equipment, strict quality management, and experienced engineering expertise to provide stable, high-speed memory products for global OEM and ODM partners.
Since entering the international market, Memvora has accumulated 7 years of export experience, serving customers across North America, Europe, Southeast Asia, the Middle East, and South America. Our annual export revenue exceeds US$18.6 million, supported by a strong global supply chain and long-term partnerships with more than 1,280 component suppliers and business partners.
With 14 years of industry experience, our team continuously invests in technology innovation and product development. Our R&D department consists of 126 professional engineers who focus on developing next-generation DDR5 memory solutions with higher speed, lower latency, and enhanced reliability. Last year alone, we successfully launched 86 new memory products to meet the evolving needs of gaming, AI computing, industrial automation, and enterprise servers.
Quality is the foundation of everything we do. Every product undergoes 100% functional testing, burn-in testing, compatibility testing, signal integrity testing, and aging tests before shipment. Our dedicated quality control team of 42 inspectors ensures every memory module meets rigorous international quality standards and delivers long-term stable performance.
Memvora provides flexible OEM, ODM, private label, custom capacity, PCB color, heat spreader design, firmware optimization, and packaging customization services to meet different market requirements. Backed by a responsive engineering team and efficient production management, we help customers shorten development cycles and accelerate product launches.
Today, Memvora serves a diverse customer base including memory brands, computer manufacturers, industrial equipment suppliers, system integrators, distributors, wholesalers, and e-commerce retailers. Through continuous innovation, reliable quality, and customer-focused service, we are committed to becoming a trusted global partner for advanced DDR5 memory manufacturing and customized DRAM solutions.




Leveraging industrial automation and advanced component sourcing to build a highly reliable supply chain for global procurement.
Our Factory 4.0 infrastructure integrates high-speed surface mount technology (SMT) with inline automated optical inspection (AOI). This ensures that heavy component footprints, such as multi-layer RAM architectures, micro-controllers, and high-conductivity metal core printed circuit boards (MCPCBs), are placed with micron-level precision, minimizing solder voiding and maximizing heat transfer capabilities.
We leverage high-performance thermal materials such as aluminum and heavy copper substrates. By substituting traditional FR4 with metal core printed circuit boards in high-current applications, we drastically lower localized heat accumulation. This design methodology supports rapid heat transfer directly to heat-sink interfaces, protecting core computing components from premature degradation.
Our supply chain ecosystem features raw material partners specializing in high-thermal-conductivity copper alloys, heat pipes, phase-change interface pads, and specialized server-grade DDR/SRAM modules. Through unified hardware validation, we simplify the integration of complex multi-layered computing stacks, assuring that each subsystem maintains thermal equilibrium.
Providing reliable performance across critical processing segments, from localized edge nodes to enterprise-class data centers.
International procurement professionals require hardware designs that accommodate varying global environments. High ambient humidity in tropical telecom sites requires components featuring anti-corrosion finishes and robust conformal coatings. Conversely, large-scale systems in cold climates demand optimized heat-recovery interfaces. Memvora addresses these parameters through custom heat-spreader design and flexible firmware optimization.
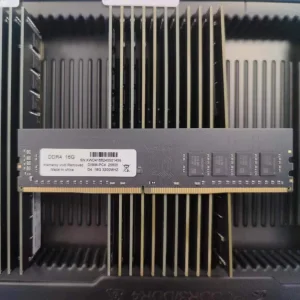
For cloud infrastructures, maximizing compute density per square meter is essential. We address this by engineering high-performance DDR4/DDR5 modules and customized motherboards that operate reliably next to massive active heat-pipe structures. Minimizing physical clearance issues while maximizing the active heat-sink surface area allows system architects to stack blade servers tightly, optimizing overall compute output.
Edge nodes deployed in remote locations cannot rely on regular human maintenance or constant mechanical airflow. In these situations, passive cooling solutions, such as massive aluminum substrates and localized heat sinks, are critical. Our specialized thermal PCBs dissipate heat directly through the chassis surface, eliminating fan failure risks and reducing particulate buildup inside sealed electronics enclosures.
5G baseband processing units and industrial routers operate continuously in challenging environments. Heat-pipe systems, coupled with heavy copper PCBs, ensure key processors remain within their safe operating temperature zones, preventing packet loss, latency spikes, and early hardware degradation.
A developer's checklist for optimizing board layout, material selection, and heat dissipation in next-gen compute engines.
Match components like the 320W LGA4189 heat sink with precise thermal interface materials (TIMs) to eliminate micro-gaps, ensuring rapid conduction from the CPU integrated heat spreader to the heat pipes.
High-frequency DDR5 memory modules require precise spacing relative to the CPU airflow tunnel. Utilize low-profile heat spreaders to prevent localized thermal stagnation between parallel DIMM slots.
Use high-conductivity aluminum or copper substrates for power delivery sections. Spreading high localized current thermal footprints horizontally minimizes vertical hot spots in multilayer architectures.
High temperatures alter material dielectric constants. Specify high-Tg FR4 and stable polyimide flex circuits to protect high-frequency memory bus lanes from thermal jitter.
Addressing the key technical, sourcing, and performance questions raised by global enterprise system architects and procurement teams.
What is the advantage of using a 320W LGA4189 heat sink in 4U/6U server configurations?
The LGA4189 socket interfaces with high-performance processors that run up to 320W TDP and higher. An optimized 320W heat sink utilizing high-conductivity copper heat pipes and a dense aluminum fin matrix guarantees rapid thermal transport away from the CPU die. This prevents thermal throttling, maintaining maximum frequency operations under prolonged compute-intensive workloads.
Why should we choose aluminum and heavy copper PCBs instead of traditional FR4 for power components?
Traditional FR4 has very low thermal conductivity (~0.25 W/m·K). In contrast, aluminum substrates offer thermal conductivities ranging from 1.0 to 4.0 W/m·K or higher. Heavy copper layers (exceeding 3oz) enable rapid horizontal heat distribution across the PCB. Using these metals avoids localized component failure in power conversion blocks and server power supplies, promoting long-term system reliability.
How do DRAM heat spreaders contribute to server stability in high-density rack mounts?
In modern servers, DIMMs are closely packed together, restricting ambient airflow. During intensive memory operations, high-frequency DDR4 and DDR5 ICs generate significant heat. High-efficiency aluminum heat spreaders transfer heat away from the DRAM chips, preventing thermal runaway and protecting data integrity by keeping the memory chips within safe operating temperature limits.
What customizable OEM/ODM services does Memvora provide for global hardware integrators?
We offer flexible OEM and ODM services that include customized DRAM capacity, custom PCB colors, optimized heat spreader geometries, tailored firmware configurations, and custom packaging. This allows system integrators and server builders to match component designs with their proprietary server layouts and branding.
How does Memvora ensure the reliability and compatibility of its exported components?
We apply a comprehensive testing protocol to all components. Every memory module and PCB assembly undergoes 100% functional testing, dynamic burn-in testing, compatibility verification on mainstream server platforms, signal integrity assessments, and automated optical inspection. This rigorous QC process minimizes defect rates on incoming shipments for our global customers.
Discover our full catalog of high-efficiency thermal accessories, custom PCB panels, and high-performance server hardware components.